
SP VirTis Ultra 50L Lyophilizers Used for Chewing Gum in Dental Medicine
August 19, 2021
Pourquoi et comment faire une caractérisation thermique d’un produit avant lyophilisation ?
May 5, 2022Je vends des lyophilisateurs et des évaporateurs en R&D, développement, et production des sociétés pharmaceutiques et agro-alimentaires depuis plus de 20 ans. Je suis ingénieur de formation et suis arrivé dans ce milieu complètement par hasard. N’étant pas un spécialiste du domaine par les études que j’avais faites, j’ai dû au fil du temps me construire une liste de réponses faciles et imagées et ce, d’autant plus que j’étais confronté le plus souvent à des idées reçues qui sont très difficiles à contredire parfois. J’essaye dans cet article de vous en exposer quelques-unes.
Qu’est-ce que la lyophilisation ?
Je vais me référer ici tout simplement à la définition du petit Larousse ; « élimination de l’eau d’un produit par congélation rapide suivie d’une sublimation de la glace formée, jusqu’à complète dessiccation ». Jusque-là pas de surprise ; cependant et ainsi que pour toutes les définitions que j’ai pu trouver, il ne s’agit que d’eau, rien d’autre ! Donc pas d’alcool par exemple, dont j’aimerai par ailleurs rappeler que c’est un antigel ce qui va à l’encontre bien sûr de la nécessité de congeler comme nous le dit la définition citée ci-dessus ! Pour les solvants organiques, il existe d’autres techniques, comme l’évaporation notamment, encore qu’il s’agisse de parler d’ébullition à froid, mais ce sera le sujet d’une autre publication.
Faut-il, s’il ne s’agit que d’eau, un -50 ou -85°C?
Les constructeurs proposent tous généralement des lyophilisateurs en -50°C ou -85°C. D’abord parce que techniquement et eu égard aux gaz réfrigérants utilisables, un compresseur permet de descendre à -50°C tandis que deux compresseurs (en cascade) permettent de descendre à -85°C.
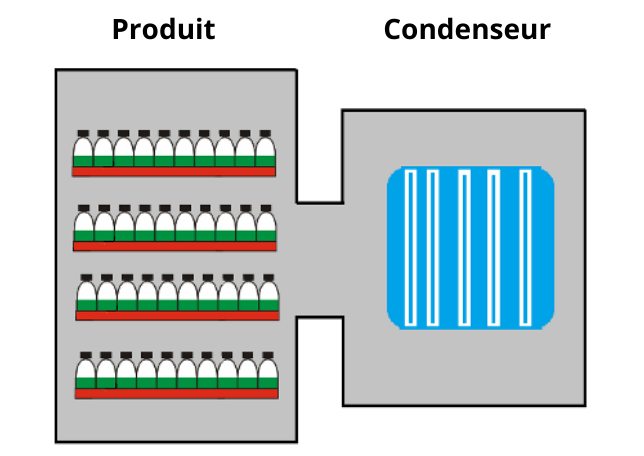
Pour les lyophilisateurs de paillasse, la température spécifiée n’indique que la température du condenseur. Comme son nom l’indique, il n’est là que pour condenser les vapeurs d’eau que nous cherchons à extraire de notre produit. Pendant un cycle de lyophilisation, l’intégralité du lyophilisateur est sous vide, car il s’agit d’induire la sublimation. Par conséquent il n’y a pas de conduction de chaleur (de froid en l’occurrence) entre le condenseur et le produit, il est donc complétement erroné de penser que le condenseur maintient le produit congelé.
De fait, ce n’est pas tant la température que la pression de vapeur de glace en surface du condenseur qui nous intéresse. Peu importe à vrai dire ce qu’est la pression de vapeur, retenons cependant qu’à -50°C elle est de 39µbar tandis qu’elle est de 0.2µbar à -85°C ; plus généralement, plus la température est élevée, plus la pression de vapeur l’est aussi et ce, de manière exponentielle. Les vapeurs d’eau vont migrer du produit au condenseur parce que la pression de vapeur au niveau du produit est plus élevée que celle au niveau du condenseur ; et pour que le tout fonctionne, il faut que la pression de travail régulée dans l’enceinte du lyophilisateur se situe entre les deux.

Si l’on considère donc que les 39µbar de différence de pression de vapeur entre -50°C et -85°C sont complétement anecdotiques, on peut donc considérer qu’il y aura peu ou prou d’incidence à utiliser un lyophilisateur de paillasse en -50°C ou -85°C
Alors pourquoi ?
Au-delà de sa température, un lyophilisateur de paillasse spécifie également une capacité de glace par 24hr ; par exemple 5kg/24hr. La confusion est de croire que cette spécification nous indique une vitesse de lyophilisation ! Les 5kg/24hr ne me disent qu’une chose ; si j’amène 5kg de vapeur d’eau de manière complétement linéaire sur 24hr à mon condenseur, alors, il a la puissance pour en condenser la totalité ! Le risque étant, si l’on dépasse cette capacité linéaire, d’amener de la vapeur d’eau dans la pompe et par conséquent de l’abimer. Au passage, c’est une autre raison de ne pas utiliser de solvants organiques dans un lyophilisateur ; vous pouvez avoir un volume global par exemple de 100ml d’acétonitrile dans votre appareil, si ces 100ml s’évaporent en 20min car beaucoup plus volatils que l’eau alors vous êtes sur une base de 7.2kg/24hr soit plus que la capacité du condenseur !
Donc, à capacités de glace égales, un -85°C aura l’avantage par rapport à un -50°C de permettre la condensation de vapeurs résiduelles de solvants organiques le cas échéant. Cependant on notera que l’utilisation éventuelle d’un -85°C du fait de la présence de solvant organique ne devrait être autorisée que si le solvant organique en question n’est présent qu’à l’état de trace.

Et c’est tout ?
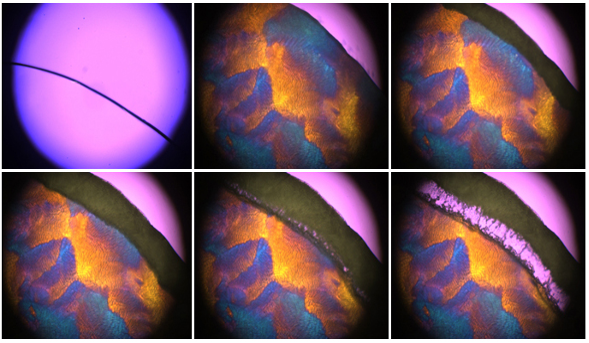
J’ai dit plus haut que les vapeurs migrent à cause de la différence de pression de vapeur entre le produit et le condenseur. Nous connaissons celle au niveau du condenseur, il nous faut donc envisager celle au niveau du produit. On va parler de températures de transition de glace Tg’, eutectique Te ou plus généralement d’effondrement (collapse) Tc ; techniquement elles déterminent des choses différentes mais retenons simplement qu’il s’agit de la température à partir de laquelle le produit va « fondre », chose que l’on cherche à éviter pendant une lyophilisation puisque comme la définition l’indique, la lyophilisation impose la sublimation et l’on ne sublime pas un produit « fondu » !
Si je lyophilise des fruits et légumes, dans les 2 cas je n’ai que de l’eau. Cependant, dans le cas des baies par exemple, cassis, raisins etc… le taux de fructose contenu dans le fruit est là pour le protéger des dernières gelées de printemps. C’est donc un antigel du fruit qui aura pour effet de baisser sa température d’effondrement et par conséquent la pression de vapeur au niveau du produit. Donc, même si l’écart de pression de vapeur entre -50°C et -85°C est faible, on aura plutôt intérêt à utiliser un -85°C si l’on veut faire des fruits.
En d’autres termes, qui peut le plus peut le moins, et l’achat d’un -85°C augmentera, un tout petit peu, la gamme de produit que vous pourrez lyophiliser ou non sur un lyophilisateur de paillasse.
Par contre, à budget équivalent, je préfèrerai toujours conseiller un lyophilisateur de paillasse avec une capacité de glace supérieure, plutôt qu’une température inférieure.